A lot of power in a small space
Welding processes are classic intermediate steps in the value chain in the metalworking industry (and meanwhile also for non-metals). The variants are diverse and range from electron beam welding in (almost) vacuum to laser welding or exotic methods such as friction welding and various atmospheres in MIG/MAG welding to electrode welding. However, the aim is the same: to melt material in a “focused” manner. The liquid material can either be easily removed (cutting) or it joins surrounding material (joining). And it is precisely this “focus” that ultimately determines the quality of the process.
As conventional and historically established as the process itself is, the physics involved with interactions between temperature and mechanics is just as complex: Weld distortion - also or especially in multi-layer welding -, weld pool formation, heat-affected zones, microstructural transformation, etc. Everything influences each other and, to make matters worse, non-linearly. Particularly with safety-relevant components or highly automated processes, a process design based on the motto “it will probably hold” is somewhere between “questionable” and “grossly negligent”. Simulation models can be used to generate much more substantiated statements about the process.
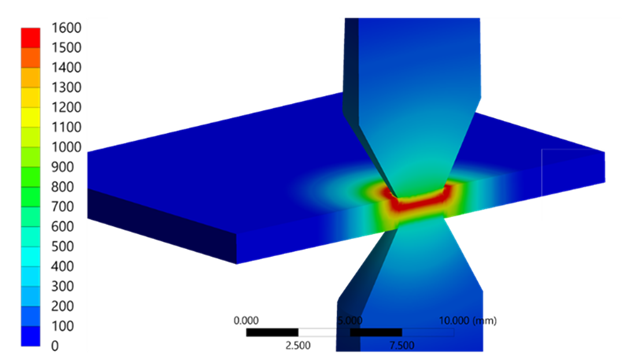
In this article, we want to look at how a continuous welding process can be analyzed, designed and, at best, even improved in a thermal simulation model. To do this, we use a little trick and transfer the real process with its movement and time dependency into a stationary simulation - this simplifies the evaluation and, above all, minimizes the calculation time. Ultimately, this results in the maximum permissible welding speed so that a sufficient weld seam quality is achieved and the highest possible productivity is reached.