Welding processes generate a lot of heat output in the smallest possible area, which is why adapted process control is important in order to avoid defects and reduce welding beads - especially those on the forehead. Find out here why 5 mm/s is the right speed for this application and how it could be even faster.


Negligence in safety matters | © Getty Images

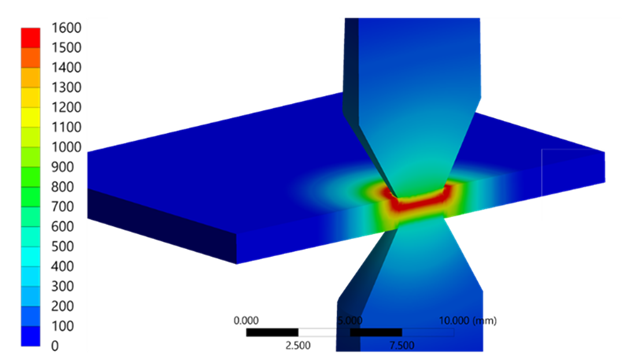
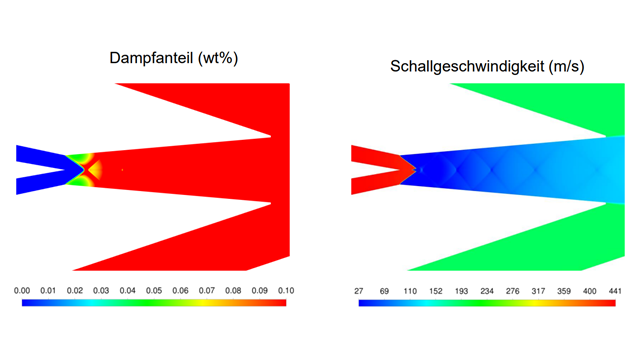
Stationary temperature field simulation with mass transport | © CADFEM

Material data with transformation enthalpy | © CADFEM
Quick Reference Guide (QRG): Thermal strains and stresses
The QRG provides you with an excerpt from our training course “Finite-Element-Based Heat Transfer Simulations”. Practical knowledge for quick reference in your day-to-day work, formulas, definitions, menu commands and short instructions in a compact format. Are you interested in the entire training course on this topic? You can find all the information here!
Download QRG for free

Temperature distribution with continuous feed process | © CADFEM

Path evaluation 0.4 mm below the surface at 5 mm/s | © CADFEM

Minimum temperature in the welding area above the feed speed | © CADFEM