Schweißprozesse erzeugen viel Wärmeleistung auf möglichst kleinem Bereich, weshalb eine angepasste Prozessführung wichtig ist, um Fehlstellen zu vermeiden und Schweißperlen zu reduzieren – und damit sind insbesondere die auf der Stirn gemeint. Erfahren Sie hier, warum 5 mm/s die richtige Geschwindigkeit für diese Anwendung ist und wie es sogar noch schneller ginge.


Nachlässigkeit in Sicherheitsfragen | © Getty Images

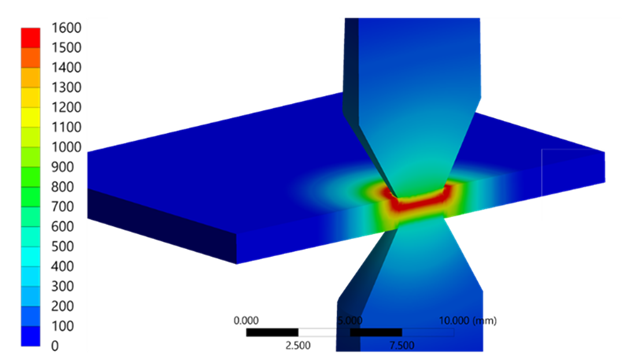
Stationäre Temperaturfeldsimulation mit Massentransport | © CADFEM

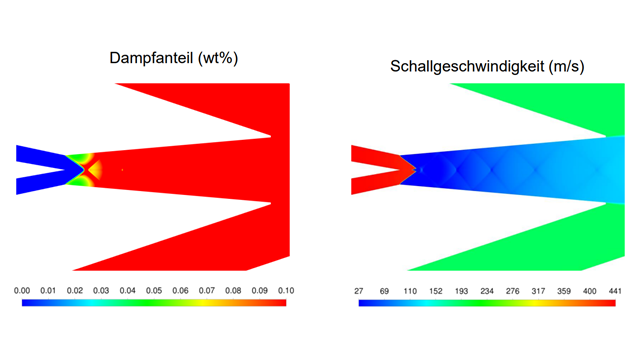
Materialdaten um Umwandlungsenthalpie | © CADFEM
Quick Reference Guide (QRG): Thermische Dehnungen und Spannungen
Erhalten Sie mit dem QRG einen Auszug aus unserer Schulung "Simulation von Temperaturfeldern". Praxiswissen zum schnellen Nachschlagen im Arbeitsalltag, Formeln, Definitionen, Menübefehle und kurze Anleitungen kompakt für Sie aufbereitet. Sie interessieren sich für die gesamte Schulung zum Thema? Hier finden Sie alle Informationen!
QRG kostenlos downloaden

Temperaturverteilung bei kontinuierlichem Vorschubprozess | © CADFEM

Pfadauswertung 0,4 mm unter der Oberfläche bei 5 mm/s | © CADFEM

Minimaltemperatur im Schweißbereich über der Vorschubgeschwindigkeit | © CADFEM