Additive manufacturing (AM) has surpassed the peak of its hype curve and new challenges await on the way to industrialization. While design freedom is alluring, the complexity of the process cannot be underestimated. Simulation tools can help the AM engineer get successful prints – the first time. In this article, we show how to combat part distortion, reducing it by 6x.

Hype Curve for new technologies (left) | © CADFEM (Suisse) AG. Complexity for free: The promise of AM (right) | © Adobe Stock

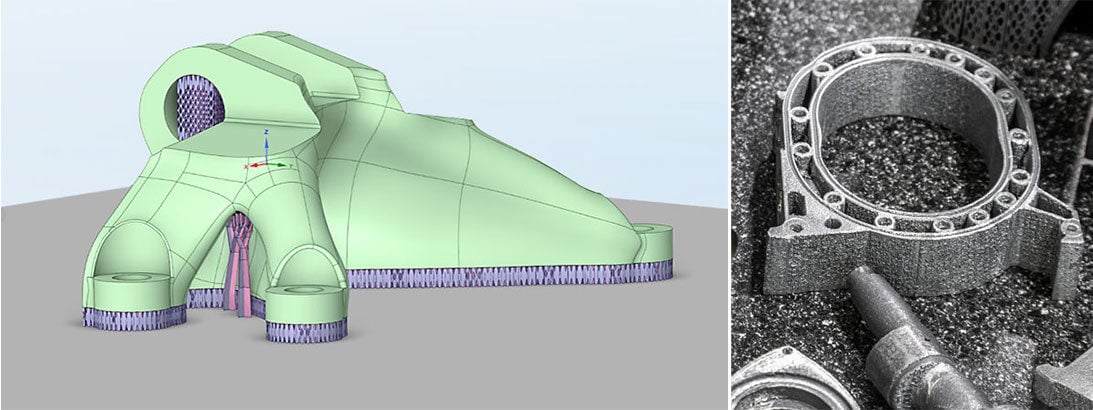
From original bracket before topology optimization to topology optimized bracket with AM overhang constraint to part with a variety of support types. | © CADFEM (Suisse) AG

Workflow within ANSYS Workbench and AM Process Sequence determining simulation steps. | © CADFEM (Suisse) AG

Sample image of the LPBF Model Setup Wizard. | © CADFEM (Suisse) AG

Detailed view of layered tetrahedron mesh for part and voxelized mesh for homogenized supports. | © CADFEM (Suisse) AG

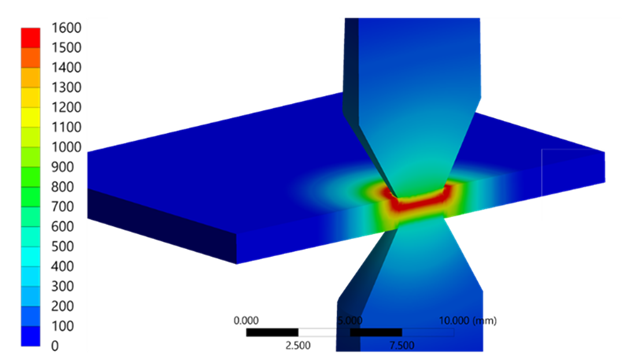
Temperature distribution after cooldown of one layer; equivalent plastic strains after build; recoater interference as a measure of maximum distortion of each layer during print. | © CADFEM (Suisse) AG

Out of plane distortion of the part after print and support removal; pre-compensated geometry (red) with factor -0.75; pre-compensated geometry after print and support removal (yellow). | © CADFEM (Suisse) AG

Left: Deviation plot of initially predicted distorted part compared to nominal CAD (red/blue: out/inside deviation >0.1mm). Maximum deviation 2.83mm outside, 2.45mm inside; Right: Deviation plot of final pre-compensated distorted part compared to nominal CAD (red/blue: out/inside deviation >0.1mm). Maximum deviation 0.44mm outside, 0.48mm inside. | © CADFEM (Suisse) AG

Simulations at micro-scale: meltpool dimensions and crystal microstructure. | © CADFEM (Suisse) AG