Die additive Fertigung (AM) hat den Höhepunkt ihrer Hype-Kurve überschritten und auf dem Weg zur Industrialisierung warten neue Herausforderungen. Während die Designfreiheit verlockend ist, darf die Komplexität des Prozesses nicht unterschätzt werden. Simulationswerkzeuge können dem AM-Ingenieur dabei helfen, auf Anhieb erfolgreiche Drucke zu erzielen. In diesem Artikel zeigen wir, wie man den Verzug von Teilen bekämpfen und um das 6-fache reduzieren kann.

Hype-Kurve für neue Technologien (links) | © CADFEM (Suisse) AG. Komplexität zum Nulltarif: Das Versprechen von AM (rechts) | © Adobe Stock

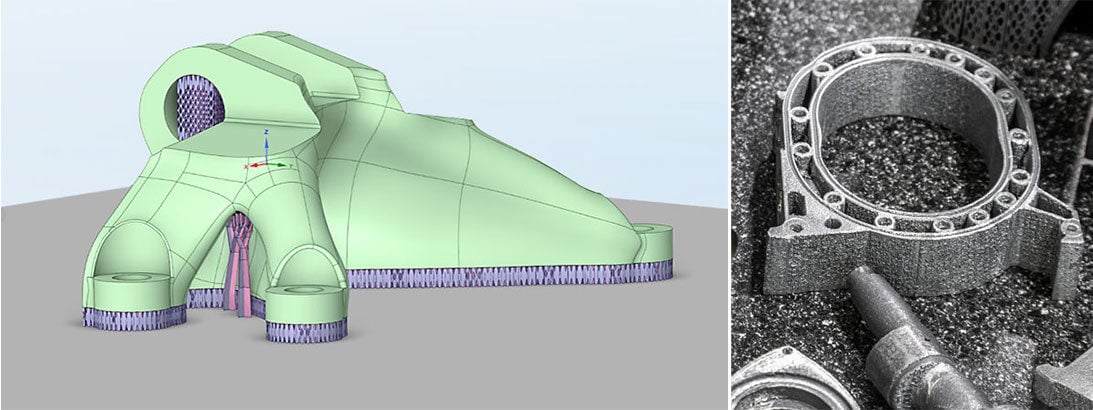
Von der ursprünglichen Halterung vor der Topologieoptimierung bis zur topologieoptimierten Halterung mit AM-Überhangszwang, zum Teil mit einer Vielzahl von Stützstrukturtypen. | © CADFEM (Suisse) AG

Arbeitsablauf in ANSYS Workbench und AM Prozesssequenz zur Bestimmung der Simulationsschritte. | © CADFEM (Suisse) AG

Beispielbild des LPBF-Modell-Setup-Assistenten | © CADFEM (Suisse) AG

Detailansicht des geschichteten Tetraedernetzes für das Bauteil und des voxelisierten Netzes für die homogenisierten Stützstrukturen. | © CADFEM (Suisse) AG
Quick Reference Guide (QRG): Formulierung der Topologieoptimierungs-Aufgabe
Erhalten Sie mit dem QRG einen Auszug aus unserer Schulung "Lastgerechter Bauteilentwurf mit der Ansys Topologieoptimierung". Praxiswissen zum schnellen Nachschlagen im Arbeitsalltag, Formeln, Definitionen, Menübefehle und kurze Anleitungen kompakt für Sie aufbereitet. Sie interessieren sich für die gesamte Schulung zum Thema? Hier finden Sie alle Informationen!
QRG kostenlos downloaden

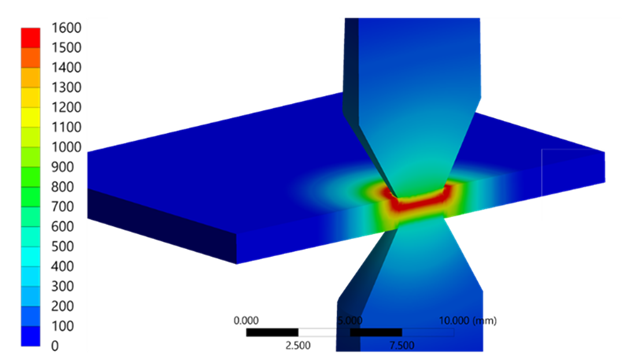
Temperaturverteilung nach der Abkühlung einer Schicht; äquivalente plastische Dehnungen nach dem Aufbau; Interferenz des Beschichters als Maß für die maximale Verformung der einzelnen Schichten während des Drucks. | © CADFEM (Suisse) AG

Verformung des Teils in Druckrichtung nach dem Druck und der Entfernung der Stützstrukturen; vorkompensierte Geometrie (rot) mit Faktor -0.75; vorkompensierte Geometrie nach Druck und Entfernung der Stützstrukturen (gelb). | © CADFEM (Suisse) AG

Links: Abweichungsplot des ursprünglich vorhergesagten verzogenen Teils im Vergleich zum nominalen CAD (rot/blau: äußere/innere Abweichung >0.1mm). Maximale Abweichung 2.83mm außen, 2.45mm innen; Rechts: Abweichungsplot des endgültigen vorkompensierten verzogenen Teils im Vergleich zum nominalen CAD (rot/blau: Abweichung außen/innen >0.1mm). Maximale Abweichung 0.44mm außen, 0.48mm innen. | © CADFEM (Suisse) AG

Simulationen auf der Mikroebene: Abmessungen des Schmelzbads und Kristallmikrostruktur. | © CADFEM (Suisse) AG